Language
Country/Region
Plexiwire
High-strength ABS material ideal for mechanical parts
Out of stock
Couldn't load pickup availability



This green abs filament 1.75 is intended for makers who prefer materials that behave consistently during everyday printing. ABS has remained a widely used plastic in FDM printing because it offers durability and predictable results when producing functional parts.
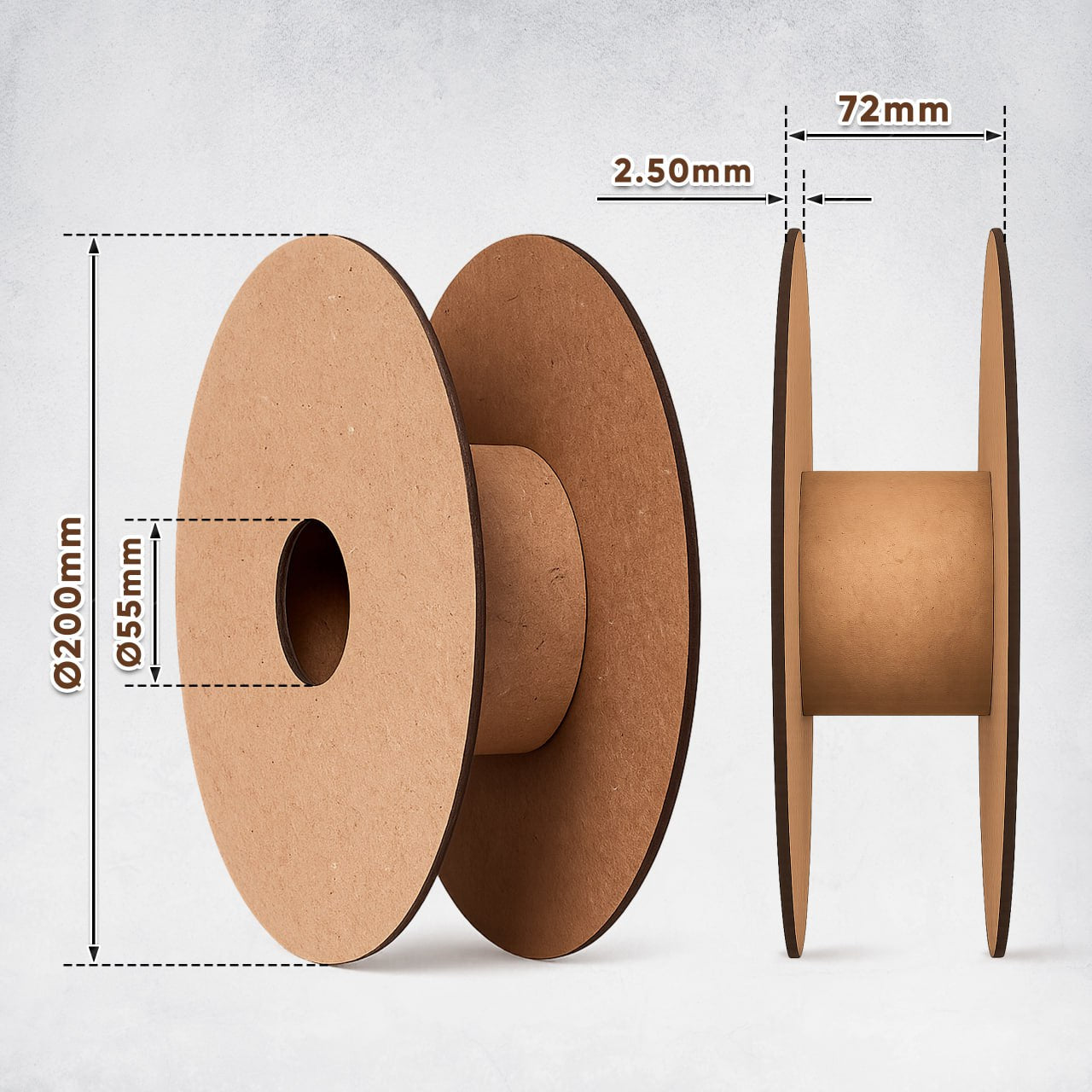
The spool contains 750 g of filament with an approximate length of 300 m. The diameter is 1.75 mm, which fits the standard configuration used by most desktop FDM printers.
In many workshops, ABS continues to be used for components that must remain structurally stable and suitable for practical use.
For many makers, abs filament green becomes a practical option when producing parts such as brackets, housings, mounts, or other mechanical components. These types of prints benefit from a material that maintains structural integrity across multiple layers.
The green color can also be useful during development work. Many users choose green abs filament when they want parts that are easy to identify inside assemblies or when different prototype versions need to be clearly distinguished.
Color-coded parts often make it easier to organize complex projects or track design revisions during prototyping.
In regular printing workflows, consistent material flow helps ensure reliable results. A dependable abs filament 1.75 supports smooth extrusion through the hotend and contributes to stable layer adhesion during printing.
When extrusion remains steady, printed parts are more likely to retain their intended geometry and align properly with other components.
Because of that, many makers rely on green abs filament 1.75 when printing workshop tools, functional prototypes, or replacement parts.
A 750 g spool provides a practical amount of material for ongoing printing work. It offers enough filament for multiple functional prints while remaining manageable for routine projects.
For makers producing mechanical parts, workshop accessories, or prototypes, this green abs filament 1.75 offers a practical option for everyday FDM printing.


